Residual stresses have a major impact on the ability to fabricate dimensionally accurate machined components from aluminum wrought mill products. In addition, the ability to implement advanced assembly technologies such as determinant assembly, where parts are indexed to each other rather than to expensive assembly tooling, is compromised when the parts are not dimensionally accurate. An active research project on this subject is underway in which NCNR scientists are collaborating with Alcoa and Boeing. The current status of this project is outlined in this report.
In this work, finite element methods ( FEM ) are being used to predict residual stress profiles and to examine the influence of material processing and machining approaches on part distortion. However, although Alcoa is developing new destructive methods to estimate residual stresses in bulk materials, the neutron diffraction capabilities of the NCNR for characterizing residual stresses is key to validating both the FEM calculations and the measurement technique being developed at Alcoa. Ultimately, the goal is to understand the generation of residual stresses and how to control their effects in manufacturing and to correlate model predictions with actual experimental measurements. This information is critical in achieving optimization of the predictive capability utilizing new design tools that would enable much more efficient manufacturing approaches than are now employed.
The test system selected for the validation studies is a
long rectangular extruded bar in which the longitudinal
residual stress can vary as a function of position across the
width and through the thickness, i.e.,
 =
( x,y ). The
material is aluminum alloy 2024 extruded using a 4-out die
pattern, producing bars with a 63.5 mm by 63.5 mm cross
section. For this study, four extrusions, each 1.83 m long,
were cut from the parent extrusion for thermal processing
at Alcoa and residual stress measurement and machining
trials at NIST. Three 0.61 m long sections were cut from
each extrusion. The twelve bars were attached in a vertical
orientation to a hanging rack at a heat treatment furnace.
All bars received a solution heat treatment ( SHT ) that is
typical for a 2024 alloy. At the end of the SHT soak time,
the material is quenched in 21 °C agitated tap water.
Because of the vertical hanging orientation, each bar should
experience the same quench on all four sides of the square
cross section.
=
( x,y ). The
material is aluminum alloy 2024 extruded using a 4-out die
pattern, producing bars with a 63.5 mm by 63.5 mm cross
section. For this study, four extrusions, each 1.83 m long,
were cut from the parent extrusion for thermal processing
at Alcoa and residual stress measurement and machining
trials at NIST. Three 0.61 m long sections were cut from
each extrusion. The twelve bars were attached in a vertical
orientation to a hanging rack at a heat treatment furnace.
All bars received a solution heat treatment ( SHT ) that is
typical for a 2024 alloy. At the end of the SHT soak time,
the material is quenched in 21 °C agitated tap water.
Because of the vertical hanging orientation, each bar should
experience the same quench on all four sides of the square
cross section.
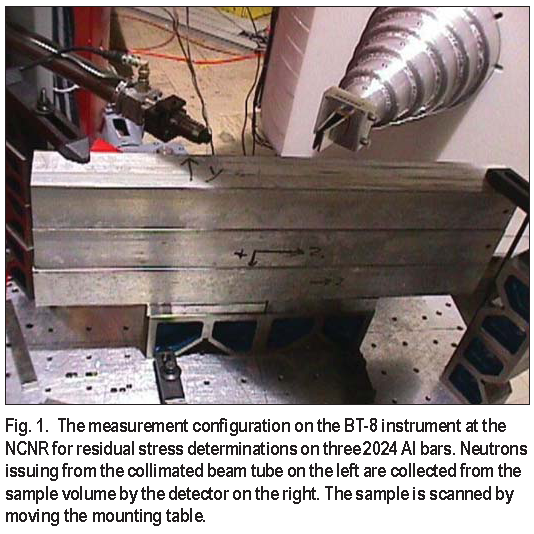
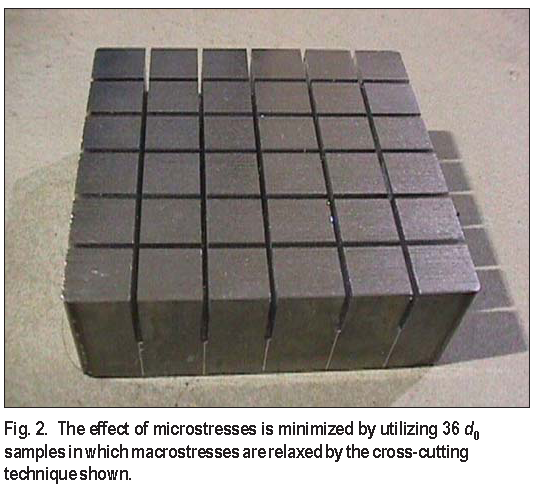
Residual stress measurements were made over the midplanes of three bars, randomly selected from the total, using the BT-8 stress diffractometer at the NCNR. A 5 mm by 5 mm by 5 mm sampling volume was used and the measurements made over a 9 x 9 mesh, 7.06 mm between centers. Because the material was composed of relatively large grains, the data were obtained by longitudinally averaging over a 90 mm long volume, extending ± 45 mm from the mid-plane. Since FCC metals are susceptible to grain-grain interaction microstresses, samples to provide the unstrained d spacing, d0, representative of the whole cross-section were needed. These were obtained from a 25.4 mm by 63.5 mm by 63.5 mm piece cut from the end of a bar, and partially cut through the thickness in a 10 mm by 10 mm by 10 mm ( 6 x 6 mesh ) pattern. The instrument and samples are shown in Figures 1 and 2. Residual stresses were obtained from the measured d-spacings according to methods described previously [ 1 ].
The FEM is used to model the material and processing in order to guide the design of machining processes for optimal results. The initial objective of the FEM modeling is to obtain values for the level of quench-induced stress and to develop a simple final part geometry that exhibits widely varying distortion behavior as a function of machined part location. This involves a quenching simulation that predicts the thermal response of the aluminum to the quenchant, a mechanical simulation that predicts the quench-induced stress state and, finally, a machining simulation to predict the distortion. It is noted that the entire modeling process for identifying a machined part involves many FEM simulations and it is critical to have an efficient process for making changes to the input geometry and final part location [ 2 ].
In the upper part of Figure 3 the three normal residual stress components determined by neutron diffraction are shown for one of the three bars studied. The distributions for the three bars were in reasonable agreement, but not identical — even within uncertainties. The lower part of Figure 3 shows the FEM results for a bar.
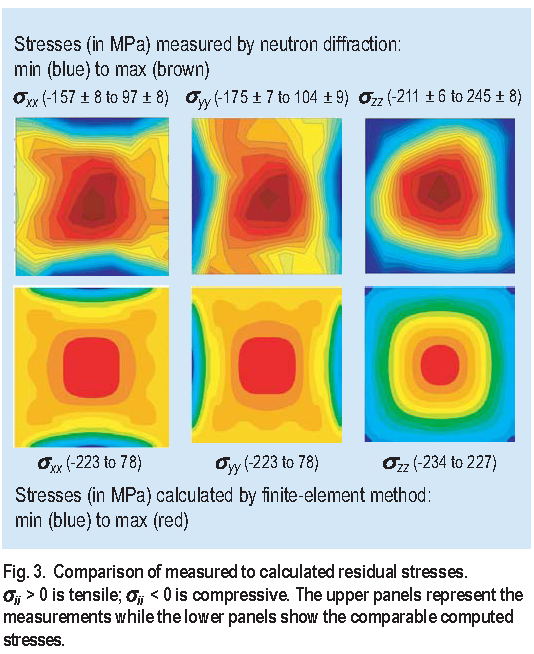
The results, thus far, are encouraging although the minimum and maximum FEM-predicted residual stresses are somewhat too compressive for the xx and yy components. However, the real test of this project is in progress: that is, the capability to predict by a “machining” FE model the machined part distortion for a final part geometry and location chosen by the user utilizing the residual stress distribution previously calculated from the mechanical simulation. “L” shaped pieces will be machined from different positions in the three characterized bars. The FEM calculations predict significant differences in the amount of part distortion depending on the location of the “L” within the 63.5 mm by 63.5 mm cross section. The results are expected to be significant for a number of major applications.
References:
[1] H. J. Prask and P. C. Brand, in Neutrons in Research and Industry, ed: G. Vourvopoulos, SPIE Proceedings Series, Vol. 2867, pp. 106- 115 (1997), and references cited.
[2] M. A. Newborn and R. W. Schultz, The Influence of Residual Stress in Quenched 2024 Bar Stock on Machining Distortion, Alcoa Inc. internal publication, 2003.
T. Gnäupel-Herold
NIST Center for Neutron Research
National Institute of Standards and Technology
Gaithersburg, MD 20899-8562
and
University of Maryland
College Park, MD 20742
H. Prask
NIST Center for Neutron Research
National Institute of Standards and Technology
Gaithersburg, MD 20899-8562
R. Fields
Metallurgy Division
National Institute of Standards and Technology
Gaithersburg, MD 20899-8553
D. Bowden
Boeing Co.
St. Louis, MO 63166
E. Chu, M. Newborn, and R. Schultz
Alcoa, Inc.
Alcoa Center, PA 15069